
Penetrant Inspection
Liquid penetrat inspection (LPI) or penetrant testing (PT), is a widely applied and low-cost inspection method used to check surface-breaking defects in all non-porous materials (metals, plastics, or ceramics). The penetrant may be applied to all non-ferrous materials and ferrous materials, although for ferrous components magnetic-particle inspection is often used instead for its subsurface detection capability. LPI is used to detect casting, forging and welding surface defects such as hairline cracks, surface porosity, leaks in new products, and fatigue cracks on in-service components.


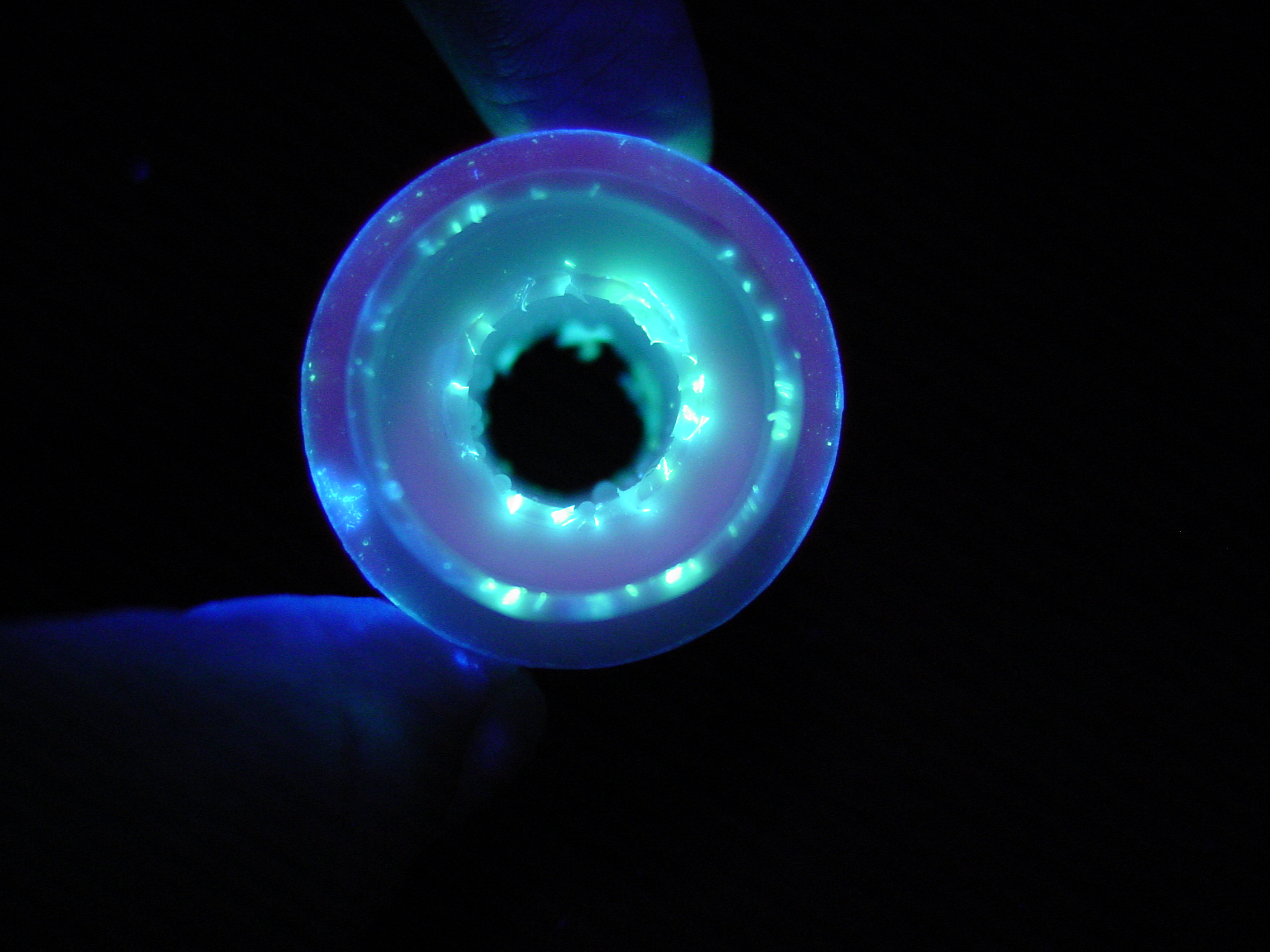
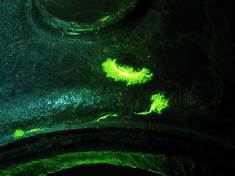

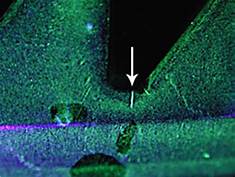

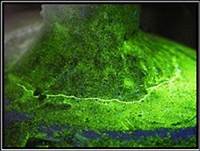





When a flourescent penetrant liquid is placed on a clean, dry surface it will wet the surface properly and migrate down by capillary action. This causes the penetrant to enter discontinuities that are open to the surface. After excess surface penetrant surface is removed, only the penetrant inside the discontinuities remains forming a penetrant indication. The use of contrasting developer aids makes the indications easier to see.
Experience showed that temperature and soak time were important. This started the practice of written instructions to provide standard, uniform results. The use of written procedures has evolved, giving the ability for design engineers and manufacturers to get the high standard results from any properly trained and certified liquid penetrant testing technician.
Advantages
It is generally accepted that liquid penetrant testing has the following advantages:
Sensitive to small surface discontinuities
Few material limitations—works on metallic, non-metallic, magnetic, non-magnetic, conductive, and non-conductive materials
Works on complex geometric shapes
Visual, real-world results
Liquid penetrant testing materials are very portable
Liquid penetrant testing materials are individually very affordable
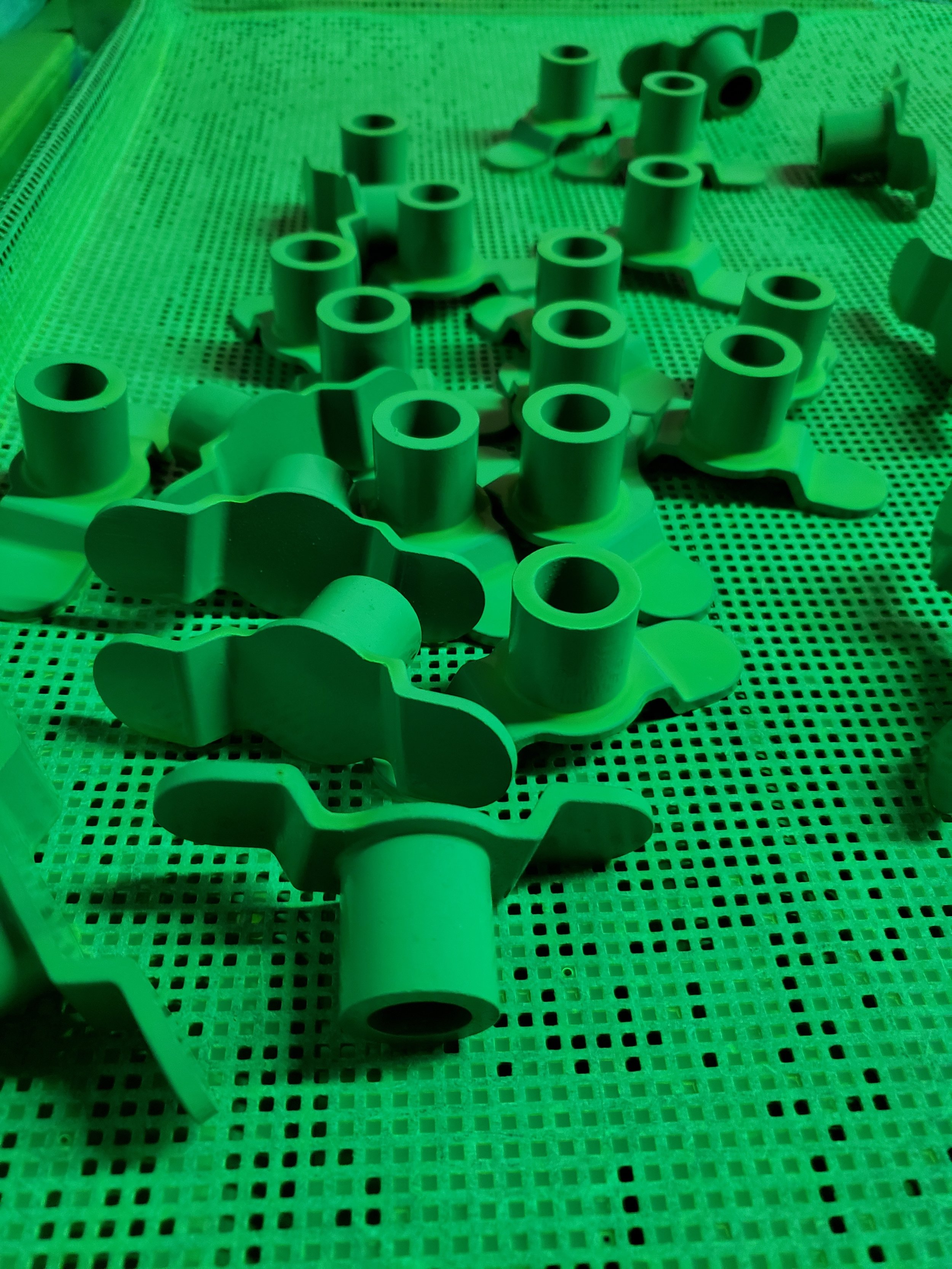
Liquid penetrant inspection of non-magnetic aircraft metal parts.
Parts must go through a pre-cleaning process (etch, alkaline or solvent-cleaning) before the liquid penetrant is applied. After allowing proper dwell time, excess penetrant is removed from the surface (but not from any possible defects), and the part is dried. Then a developing powder is applied; this developer pulls up the dye that has seeped into cracks or pores, resulting in visible marks or indications that identify surface flaws. Based on the results, an inspector then provides a report with the type, number and size of defects on a component.

